Metallurgy has been, for millennia, “the study of metals.” Advances in technologies during the industrial revolution introduced new materials and new processing methods for traditional materials, and the field of study “Materials Science” was born. Textiles, geotechnical materials, forest products, plastics, rubbers and elastomers, glasses and ceramics, share common mechanisms for bearing load, conducting or inhibiting electric current, being colorful, shiny, or dull, being transparent or opaque, being strong, tough, soluble, insoluble, slippery, grippy, flexible or rigid. These new-appearing scientific principles reflected easily back upon on the field of Metallurgy, and so the term “Metallurgical and Materials Engineering” is sometimes used to describe this field.
Combined with mechanical analysis, Materials Engineering facilitates identification of failure modes. There are numerous components to this discipline that include: strengthening mechanisms (crystalline or molecular composition, heat treating, cold working, alloying, quenching, etc.); mechanical testing (tensile, compressive, shear, impact, fatigue, rolling contact fatigue, hardness, microhardness, etc.); environmental (stress corrosion, corrosion, dezincification, wear); material selection (polymer, ceramic, elastomer, composite, steel, aluminum, copper, nickel, etc.); physical properties (Young’s Modulus, shear modulus, melting temperature, density, etc.).
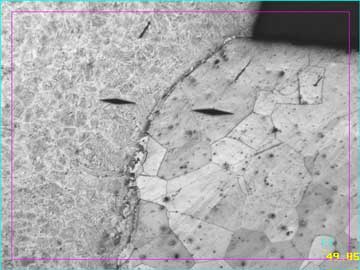
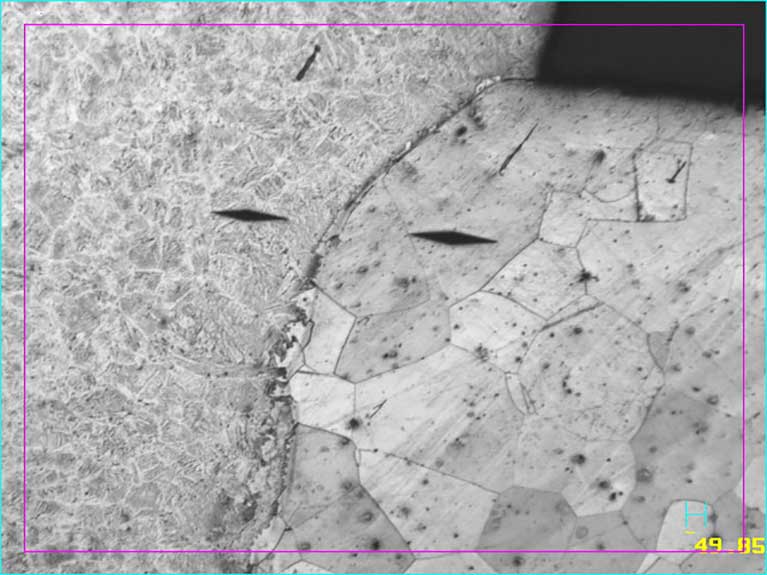
Material characterization includes chemical analysis, mechanical testing, characterization testing, and microscopy / metallography. The latter is achieved by preparing specimens, frequently polishing to a mirror finish and then, as necessary, staining or etching to reveal the microstructure, which then provides clues regarding processing history, failure modes, and other characterizing features.